Slicing Guide (Non-Bambu)
Slicing for auto ejection using the VAAPR print surface is different from other print surfaces. Please follow this guide.
Requirements:
- Delete Start & End Gcode
- Center Model, Avoid Upper Corner
- Set VAAPR First Layer Settings
- Ensure Skirts & Purge Lines Get Auto Ejected
- Read VAAPR Best Practices
1. Delete Start & End Gcode
When slicing prints for auto-ejection, delete all custom start and end gcode.
AutoFarm3D automatically sends the necessary gcode commands to enable automated 3D printing. This process is designed to handle the default start and end gcode for most printers on most slicers, but we can't guarantee it will work with every printer and every slicer, and especially with custom start/end gcode.
To be safe, clear your start and end gcode before continuing.
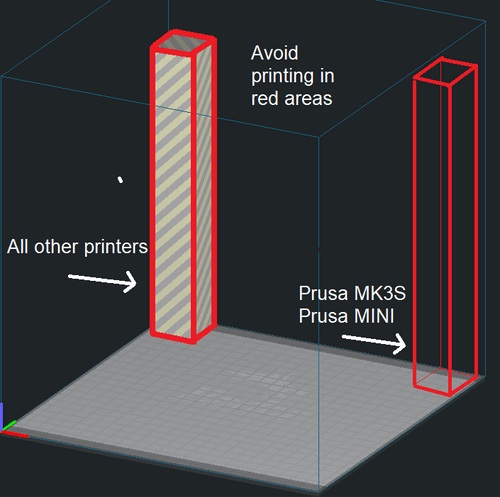
2. Center Model
We always recommend printing in the middle of your bed for the most consistent heat.
Avoid printing in the upper left corner (or upper right corner for Prusa MK3S+ and Prusa MINI).
Unless you've set a custom wipe gcode, this is where the nozzle lowers down before it wipes the bed to clear the parts. If something is in the way, bad things may happen. For the actual dimensions of this disallowed area, please verify on your own machine as every printer is different depending on mods. Move your bed all the way to the front, and your nozzle all the way to the left (right on Prusa MK3S+/Prusa MINI) and measure the area that your nozzle + fans + autolevel sensor covers when in this position.
For the stock Ender 3, this area is 30x40 mm (x,y)
3. Set VAAPR First Layer Settings
3.1 Avoid "Squishing" First Layer
Some people intentionally set the first layer Z offset low to "squish" the first layer and improve adhesion. This will cause overadhesion with VAAPR.
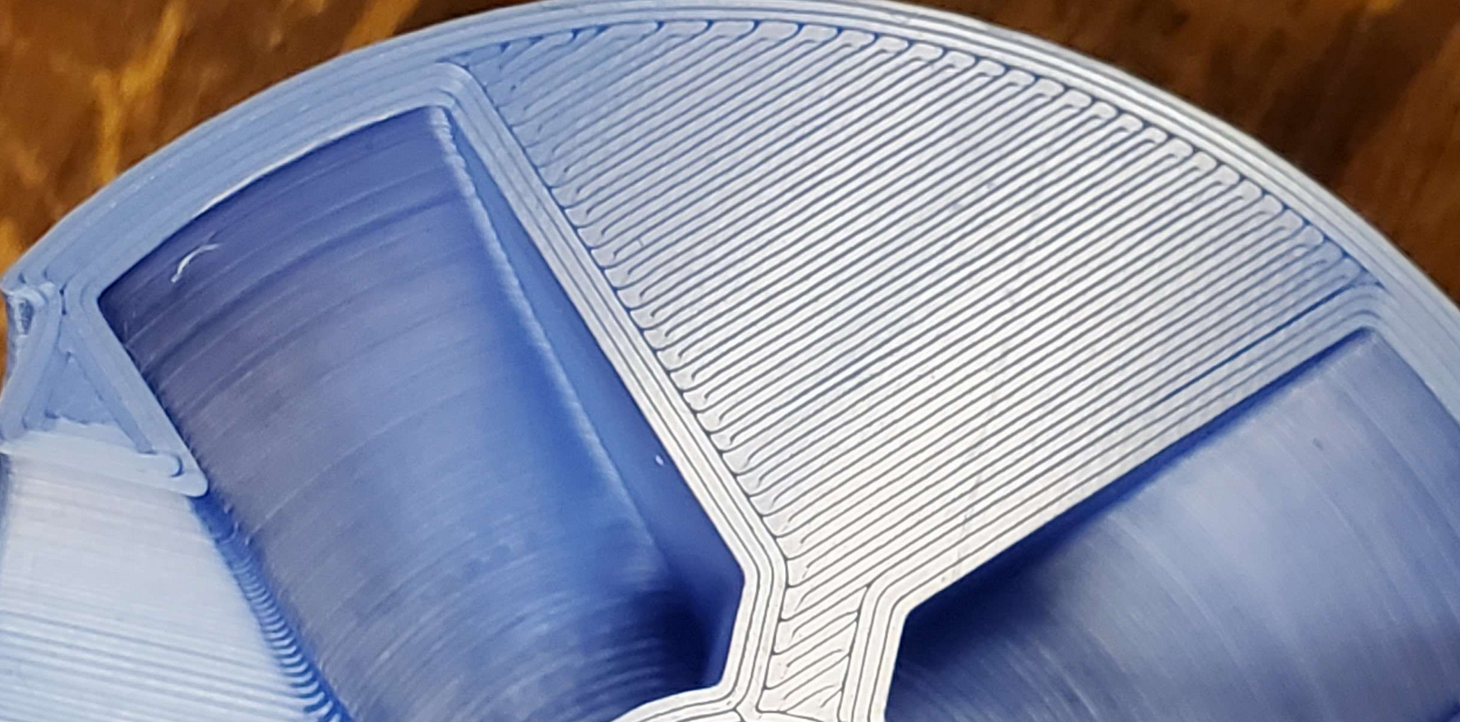
Not too high, not too low. If you're having trouble getting the first layer to stick down, try lowering the Z offset. If you're having trouble getting the print to release, try raising the Z offset.
Here's an example of what a good first layer looks like. Notice that the lines are not too squished, but not too far apart either.
Printing 20-30 degrees hotter on the first layer will help the first layer stick down better and also release better once the print is finished and cooled down. This applies to all materials, not just PLA.
3.2 First Layer Settings
The first layer is the most important. We've found the following settings to be the most reliable.
- Initial Layer Height: 0.32mm-0.60mm (for 0.4mm nozzles, use max 0.32mm. For 0.8 nozzles, use max 0.60mm)
- Initial Layer Line Width: 1.5x nozzle diameter (in Cura, set it to 150%)
- Initial Layer Print Speed: 10mm/s
- Initial Layer Nozzle Temperature: Use the maximum recommended temp if your material isn't sticking down. We print PLA at 230-240C on the first layer.
- First Layer Acceleration: 250 mm/s ^2 . Especially beneficial for first layers with sharp corners and small details.
All you need to remember is print your first layer hot, thick, and slow.
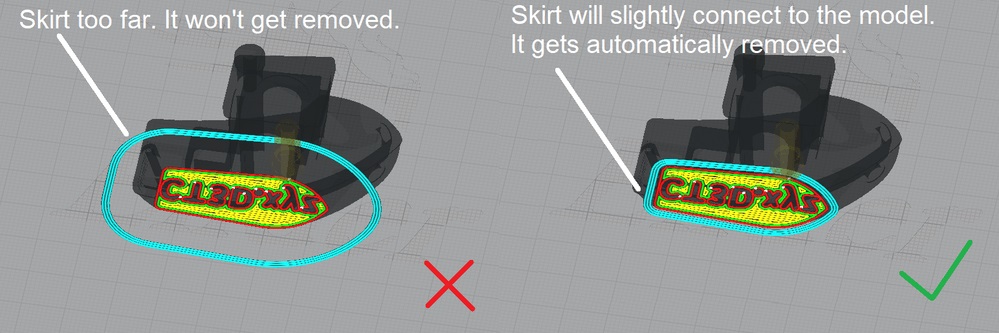
4. Ensure Skirts and Purge Lines Get Auto Ejected
Video demonstration: How do automated 3D printers eject skirts and purge lines?
Set "skirt distance" equal to nozzle diameter.
e.g. For 0.4mm nozzles, use 0.4mm skirt distance. For 0.8mm nozzles, use 0.8mm skirt distance.
Note: You can use "draft shield", "brim", or "raft" as necessary and they will all get removed along with the print.
5. Best Practices
5.1 Test New Prints
Before jumping into continuous production with a part, we highly encourage you to try printing it once to ensure it prints and releases as expected. If that works, we recommend proceeding to printing it 10x in a row. Once that succeeds, you can proceed to print as you usually would.
5.2 Test New Materials
While most materials stick and release great from the VAAPR beds using normal bed temperatures, some brands will require some testing to find the right bed temperature.
Please test new materials by printing a small test print, using the recommended settings in our materials guide as a starting point. These recommended temperatures should work for most materials.
- If the print does not release when the bed cools to 29 degrees, try the print again using 10 degrees lower bed temperature.
- If the corners of the print are warping up slightly, drop the bed temperature by 5-10 degrees after the first layer.
- The bed temperature during the print can have a significant effect on how well the print releases after cooling down, and it may take 2-3 iterations before you find a good bed temperature.
5.3 Avoid Batching Prints
In most cases, the efficiency gained by printing a full plate of parts is lost if even a single batch print fails. Yes, you must account for an additional 10-15 minutes per-part for heating+cooling time, but the reliability is worth it. If a single print in the batch fails, usually the entire batch will eventually fail. One batch fail (e.g. 8 hours wasted) is equivalent to 32 heating+cooling cycles. Additionally, batch prints have many more retractions, and many more chances for defects like stringing/oozing to ruin prints.
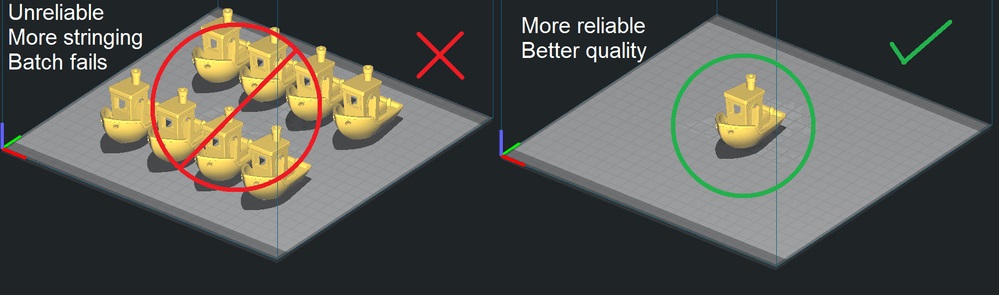
If you need to print multiple items in a batch (it's usually worth it for very small parts), we recommend only doing at most 9 prints per plate, and if possible, print parts one-by-one using your slicer's "print sequence" settings.